51
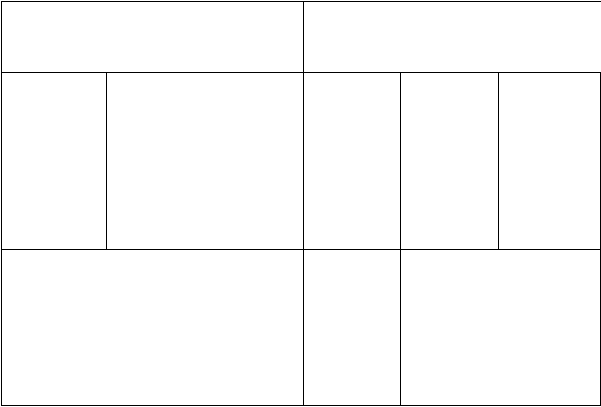
Nilai-nilai DPMO dan
pergeseran berbagai
nilai
rata-rata
dari
proses
pada
berbagai
tingkat
sigma
ditunjukkan dalam
Tabel2.2.
Tabel
2.2
Perbedaan
True 6-Sigma dengan
Motorola's
6-Sigma
True 6-Sigma Process
(Normal Distribution Centered)
Motorola's
6-Sigma
Process
(Normal Distribution Shifted 1,5-sigma)
Batas
Spesifikasi
(LSL- USL)
Persentase
yang
memenuhi
spesifikasi
(LSL- USL)
DPMO
(kegagalan/
cacatper
sejuta
kesempatan)
Batas
Spesiflkasi
(LSL- USL)
Persentase
yang
memenuhi
spesiflkasi
(LSL-USL)
DPMO
(kegagalan!
cacatper
sejuta
kesempatan)
±!-sigma
±2-sigma
±
3-sigma
±
4-sigma
±
5-sigma
±
6-sigma
68,27%
95,45%
99,73%
99,9937%
99,999943%
99,9999998%
317,300
45.500
2.700
63
0,57
0,002
±!-sigma
±2-sigma
±
3-sigma
±4-sigma
±
5-sigma
±
6-sigma
30,8538%
69,1462%
93,3193%
99,3790%
99,9767%
99,99966%
691.462
308.538
66.807
6.210
233
3,4
Sumber:
Gaspersz,
2002
Sehingga dengan
adanya pergeseran
nilai
sigma
tersebut,
maka
terdapat tiga
pilihan untuk
mencapai target
3,4
DPMO yaitu:
(Gaspersz, 2002,
p13)
I.
Pengendalian proses
5-sigma
dengan
mengizinkan
adanya
pergeseran
nilai
rata-rata
(mean)
setiap
CTQ
individual
dari proses
industri
terhadap
nilai
spesiflkasi
target
kualitas
(T)
yang
diinginkan
oleh
pelanggan, sebesar
±
0,5-
sigma,
yang
berarti
:
(mean-
Target)
=(f.! - T)
=
±
0,5 atau
f.!=± 0,5 .
2.
Pengendalian
proses
5,5-sigma
dengan
mengizinkan
adanya
pergeseran nilai