50
6.
Mengubah
desain
produk
dan/atau
proses
sedemikian rupa agar mampu
mencapai
nilai
target
Six
Sigma,
yang
berarti
memiliki
indeks
kemampuan
proses, Cpm
minimum sama
dengan dua
(Cpm2:2).
Pendekatan
pengendalian
proses
6-sigma
Motorola
(Motorola Six
Sigma
process
control)
mengizinkan
adanya
pergeseran
nilai
rata-rata
(mean)
setiap
CTQ
individual
dari proses
industry terhadap
nilai spesifikasi
target
(T) sebesar
± 1,5-sigma, sehingga
akan
menghasilkan
3,4
DPMO.
Dengan
demikian
berdasarkan konsep Six
Sigma
Motorola berlaku toleransi penyimpangan :
(mean
-Target)= (I!- T)
=
±
1,5
atau
-t=± 1,5.
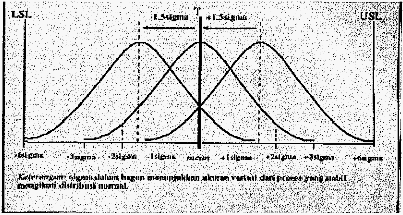
Proses Six
Sigma
dengan
distribusi
normal
yang
mengizinkan
nilai
rata
rata
(mean)
proses
bergeser
1,5-sigma
dari
nilai
spesifikasi
target
kualitas
(T)
yang
diinginkan oleh
pelanggan ditunjukan dalam gambar berikut :
Sumber: Gaspersz, 2002
Gambar 2.1
Konsep Six
Sigma Motorola dengan Distribusi Normal bergeser 1,5-Sigma