141
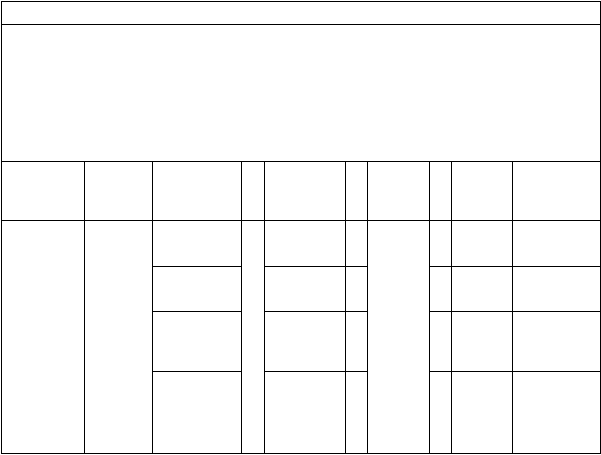
Tabel 5.27 Metode FMEA untuk Kotor
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
Item
: PPG
Process responsibility : Eha
FMEA Number
: 02/QC/PPG/P/K
Prepared
Model
:
Polos
Key Date
:
10/10/05
by
: Yohana
FMEA
Core Team
: Hartanto, Yohana
Date
: 10/10/05
Rev :10/10/05
Process
Function
Requirements
Potential
Failure
Mode
Potential
Effects of
Failure
S
Potential
Cause of
Mechanism
Failure
O
Current
Process
Controls
D
RPN
Reccomended
Action
Pembuatan
kain polos PPG
Terjadi cacat
berupa kotor
pada roll
kain
Pada beberapa
bagian, warna
kain tidak sama
6
Warna benang
mentah tidak
seragam
1
c
Chart
2
12
Beritahukan
kepada pihak
suppiler
Kain menjadi
berminyak
Oli pada
silinder bocor
3
2
36
Maintenance
mesin
harus
diperhatikan
Masih adanya
noda kotoran
pada kain
Metode
pencucian kain
tidak dikuti
dengan baik
5
4
120
Ulangi proses
pencucian kain
di Bagian BF
Banyaknya kain
yang berwarna
kecoklatan
Kurang
memperhatikan
perawatan kain
3
2
36
Usahakan
jangan terlalu
lama
menyimpan kain
dalam gudang
sementara
Pada Tabel 5.27 di atas terlihat bahwa nilai RPN (Risk Priority Number) tertinggi
untuk
kotor adalah pada :
?
Metode
pencucian
kain
tidak
diikuti
dengan
baik.
Kemungkinan
kegagalan
ini
cukup
tinggi. Setelah kain dari bagian Knitting selesai dirajut, kain akan diteruskan ke bagian
BF untuk proses selanjutnya. Proses yang pertama
kali dilakukan di bagian BF adalah
proses
pencucian
kain
polos
yang telah dirajut.
Hasil
rajutan
kain
perlu
dicuci
untuk
menghilangkan kuman, menghilangkan kotoran, dan untuk memudahkan proses
pewarnaan pada kain polos agar warna kain nantinya menjadi merata.